1-Mettre en œuvre la maîtrise
de la production, les méthodes et outils de
résolution de problèmes :
J’ai commencé
à utiliser et à mettre en œuvre des
méthodes de résolution de problèmes lors
de la mise en place de l’auto-contrôle en 1988 lors de
mon premier emploi. Il s’agit plus précisément
de la mise en place de la surveillance des processus
pour éviter la production de produit non-conformes et
d’améliorer de façon continue le processus.
L’objectif de la mise sous contrôle est de maintenir un
processus ou les caractéristiques d’un produit dans les
spécifications, et de réduire la dispersion de
ce processus.
1.1- Mettre en place
l’auto-contrôle sur l’ensemble du site industriel
N’ayant aucune
connaissance sur le sujet, lors de m’a prise de fonction, j’ai
commencé par la lecture du guide SPC (Statistical
Process Control) du constructeur automobile FORD (qui
était précurseur dans le domaine) où j’ai
appris la méthodologie des cartes de contrôle et
réalisé les stages SPC2 et Capabilité en
1989 en formation continue. Grace à cela j’ai
réalisé la mise en œuvre du SPC (ou MSP :
Maîtrise Statistique des Procédés en
français) dans les procédés de
fabrication de grande série des filtres à huile
à l’aide de cartes de contrôle de suivi de
procédés ainsi que les consignes de
réaction en cas de dérives. Ce sont des cartes
de contrôle X ̅/R c'est-à-dire avec calcul de la
moyenne (X ̅) et de l’étendue de l’échantillon
(R) par l’opérateur de production. Cela permet de
donner aux opérateurs un outil de pilotage des machines
pour maintenir les caractéristiques d’un produit dans
des limites spécifiées (Limite supérieure
de contrôle LSC et Limite inférieure de
contrôle LIC) et de responsabiliser les
opérationnels. J’appréhende les
différentes causes assignables ou non des
procédés de fabrication et ainsi je formalise la
notion de capabilité d’un moyen de production. Je fais
le tri entre une situation ordinaire et une extraordinaire qui
nécessite une action ponctuelle.
A partir de cette étape, après la
mise sous contrôle des processus de fabrication je peux
mesurer la ou les dérives des moyens de production.
Pour cela j’utilise les indicateurs de capabilités Cp
et Cpk qui traduisent la Qualité des pièces
livrées aux clients. La capabilité, c’est le
rapport entre la performance demandée (IT de la
côte) et la performance réelle du
procédé (dispersion).
Je calcule les mesures de capabilités machines
(Cp et Cpk) pour chaque caractéristique
régulièrement en fonction d’une fréquence
définie suivant le résultat du
précédent calcul. C'est une capabilité
opérationnelle qui est déterminée
à partir des résultats portés sur les
cartes de contrôle. Je formalise sur un planning
(cf. annexe 1a) ces résultats, ceci afin de replanifier
les calculs et voir la dérive ou l’amélioration
des processus de fabrication. Ces mesures de capabilité
permettent de connaître la variabilité du
procédé :
-Le Cp est la comparaison entre la spécification
(l’intervalle de tolérance) et la dispersion : où IT est l’intervalle de
tolérance et σ est l’écart type de
l’échantillon.
-Le Cpk est un indicateur de centrage par rapport à la
tolérance : où X ̿ est la moyenne des moyennes, LI
est la limite inférieure et LS la limite
supérieure.
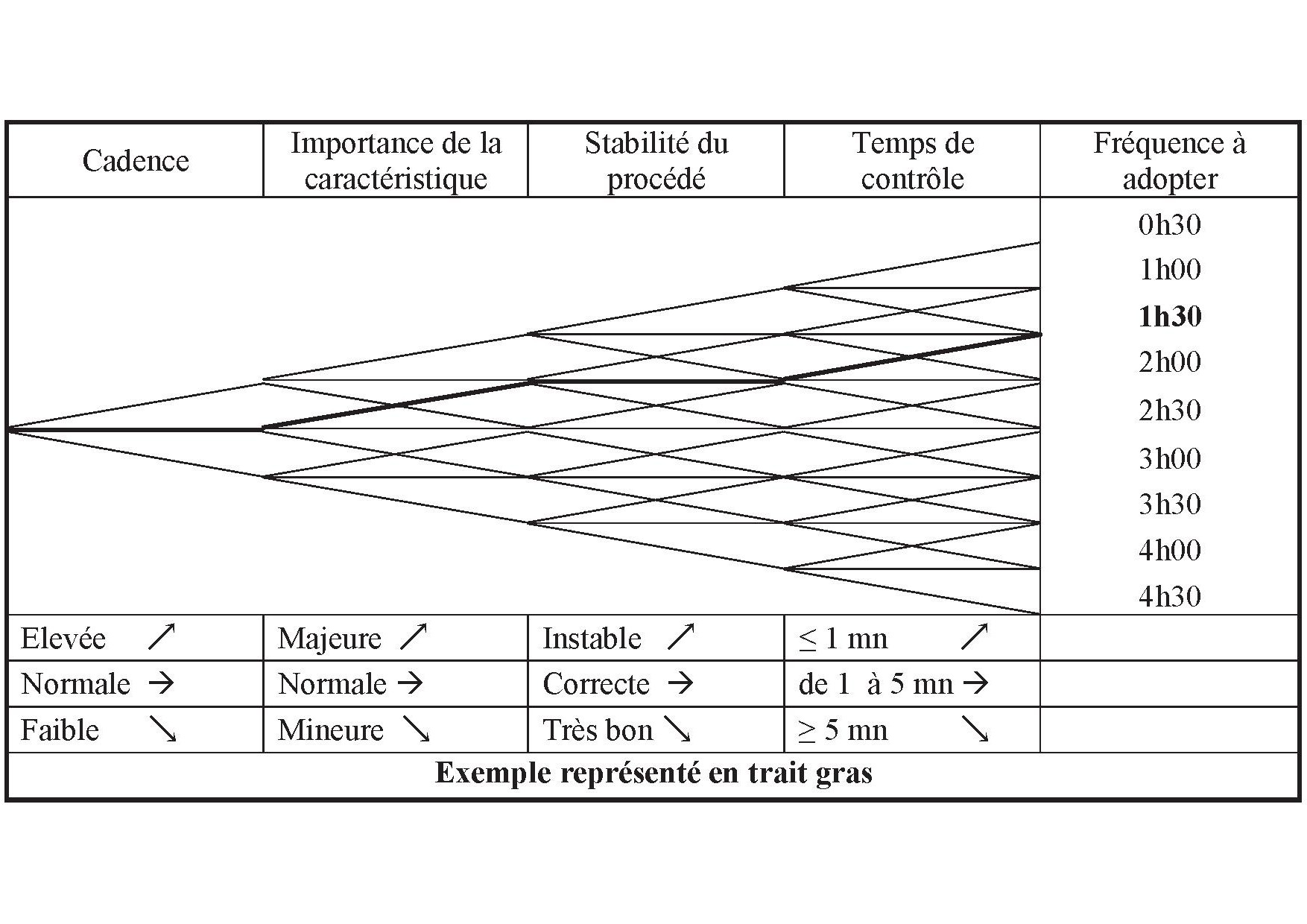
En fonction de la
valeur de ces capabilités, soit une action est
menée par les équipes support de production pour
améliorer le processus de fabrication si Cpk<1,33,
soit je recalcule les limites de contrôle des cartes de
contrôle X ̅/R (moyenne/étendue) soit je
redéfinis la fréquence d’échantillonnage
ainsi que la fréquence de prélèvement
suivant le tableau (illustration 1) que j’ai
créé avec mon homologue d’un autre site de
production ayant les mêmes types de processus de
fabrication afin d’harmoniser les procédures du
système Qualité du groupe.
Illustration 1 : tableau de détermination de
fréquence de prélèvement
Par la mise en place de l’auto-contrôle sur le
site de production, j’ai pu faire évoluer les
mentalités des opérateurs et du personnel de
production en général. En effet, la
difficulté que j’ai rencontré au
démarrage a été le refus par le personnel
de s’auto-contrôler (valider que ce que j’ai fait est
conforme aux attentes) car ils considéraient que
s’était du travail du service « contrôle
». Le personnel sur les chaînes de production
avait différents métiers avant de venir
travailler sur le site. Pour cela, il a fallu que je leur
démontre le bienfait de la méthode durant la
formation de ceux-ci et en faisant les relevés
moi-même avec eux durant une période suffisante
durant laquelle nous avons identifié tous les cas de
dysfonctionnement du procédé.
A force de persévérance, pour la grande
majorité, l’esprit Qualité de ceux-ci est
passé d’un état de la qualité produit
vérifié par un service « contrôle
» à un état de la qualité
vérifié et maîtrisé par le
personnel qui produit. Ils sont devenus responsables de leur
travail.
1.2- Analyser les
Non-Conformités (NC) et mettre en place des actions
correctives
Dans un premier temps,
au fur et à mesure de la mise sous contrôle des
procédés de fabrication, le personnel de
production isole des lots de produit suite à
l’application des règles du MSP vu
précédemment. Je recherche les causes de ces
non-conformités avec les opérateurs et/ou les
régleurs sur les machines. Ceci a pour but de trouver
des solutions et mettre en place des actions correctives qui
sont principalement l’élaboration de poka-yoké
(c’est un dispositif anti-erreur destiné à
éviter qu'aucun défaut ne soit
créé) sur des procédés à
caractères continus ou à des modifications du
système Qualité (procédures,
instructions, mode opératoire, ...). Le principe de
base du poka-yoké est de vérifier et
d’évacuer le produit conforme vers la suite de la ligne
de fabrication. S’il y a un dysfonctionnement de celui-ci, les
produits non-conformes partent vers les rebuts.
Pour résoudre un problème auquel je suis
confronté de manière rigoureuse, j’utilise
plusieurs démarches structurées et outils de
résolution suivant la complexité de la
problématique. Cela peut aller d’un simple
questionnement « Pourquoi »
répété 5 fois jusqu’à la mise en
place de méthodologie plus complexe comme l’outil 8D.
Il s’agit de démarches logiques et
structurées en étapes permettant de trouver une
solution définitive à un problème par
élimination de ses causes. Dans ces démarches,
la logique que je mets en œuvre est : je décris le
problème, je détermine les causes, je recherche
et choisi des solutions puis j’applique et vérifie la
mise en œuvre des solutions, et leur efficacité. Cette
logique me permet de mettre en application un
enchaînement d’utilisation d’outils. Il est essentiel de
respecter cette démarche pour déterminer les
causes premières et avoir un résultat efficace
des actions mises en place.
1.2.1- Outils MRP simples
-QQOQCPC (Quoi, Qui, Où, Quand,
Comment, Pourquoi, Combien) :
J’emploie le QQOQCPC
pour décrire de manière précise et
détaillée une situation donnée que ce
soit une problématique ou une non-conformité. Je
l’utilise tout le temps car elle est facile à mettre en
œuvre et compréhensible par tout le monde. Elle me
permet de ne rien oublier dans la description d’une situation.
Je considère cela très important car pour moi,
un problème bien décrit est déjà
en partie résolu. Souvent cette étape est
bâclée et peut entraîner de mauvaises
décisions.
-Les 5 pourquoi :
J’utilise cette
méthode le plus souvent possible au quotidien avec les
opérateurs sur le terrain car ce sont eux qui
connaissent le mieux les procédés de
réalisation du produit. Cette méthode consiste
à poser 5 fois pourquoi les uns à la suite des
autres en ré-argumentant la question en fonction de la
réponse au précédent pourquoi. On arrive
ainsi à la cause que l’on appelle «
première » car c’est celle qui a
déclenché le problème.
J’apprécie cette méthodologie car elle
est facile à expliquer au personnel et de plus les
argumentations successives permettent de déshumaniser
la faute en privilégiant le matériel, la
méthode ou autres causes. Je l’applique sur des
problèmes simples.
-Brainstorming :
Sur des
problématiques impliquant plusieurs personnes, services
ou organisations concernées, j’utilise le
questionnement qui consiste à demander aux gens que
l’on réunit sur le terrain ou dans une salle de
réunion, de réfléchir et de citer sans
retenue (non argumentée) les causes possibles ayant
entrainé le problème ou la
non-conformité. Je fais rebondir les gens sur les
idées citées pour en trouver d’autres en
associant celles-ci. On arrive ainsi à une liste de
causes potentielles non-classées qu’il faudra
vérifier et quantifier.
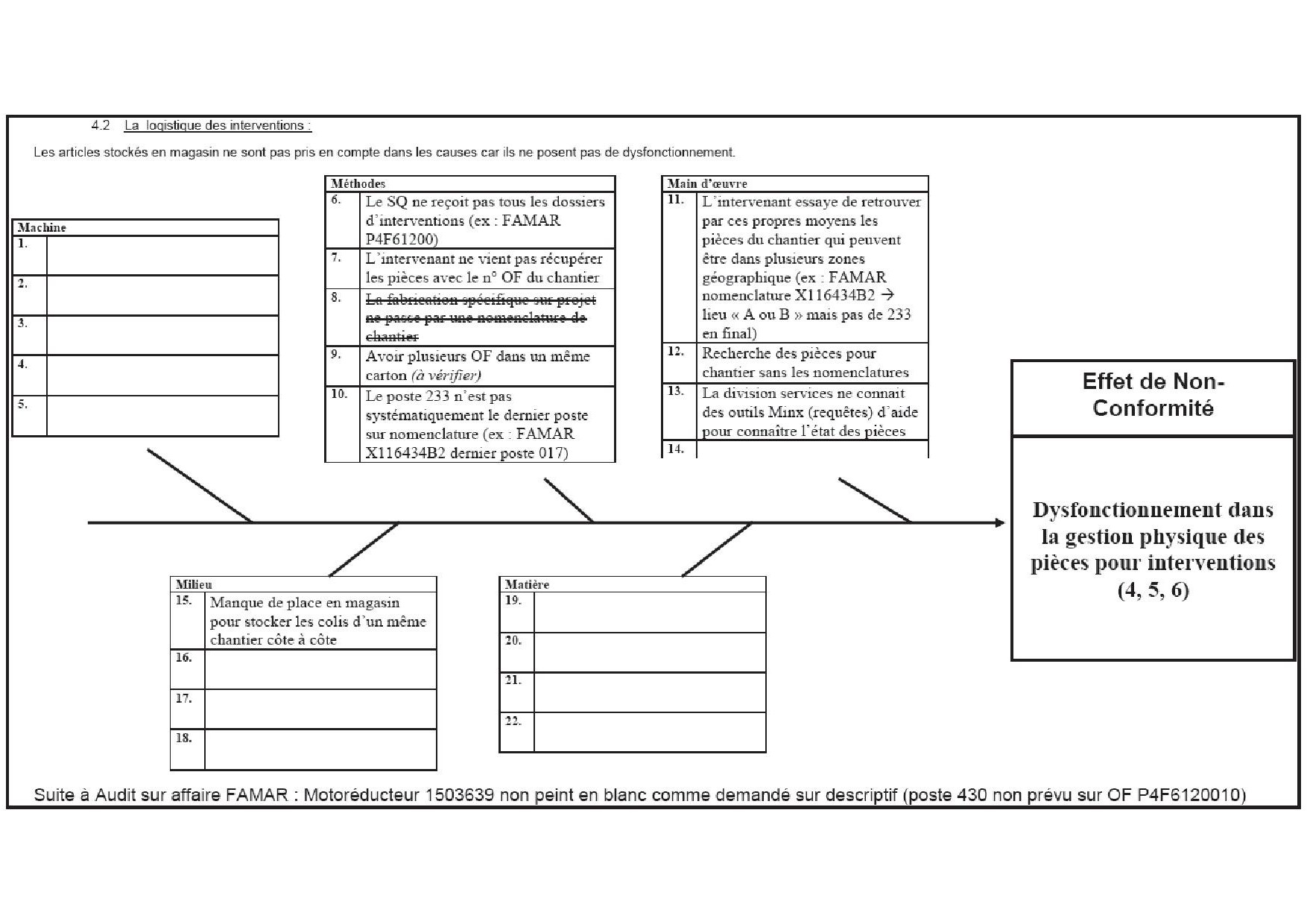
-Ishikawa :
Suite à un
brainstorming quand une cause ne se détache pas
significativement, avec le groupe je classe les causes
énumérées sur un Ishikawa ou arête
de poisson ou 5 M pour identifier et classifier par famille
les causes possibles ayant entraîné l’effet.
C’est une représentation en forme d’arête de
poisson (d’où son nom) où à la place de
la tête nous écrivons le problème ou la
non-conformité, et sur les cinq branches
classées en 5 catégories (5 M) : Moyen, Machine,
Méthodes, Milieu, Main-d’œuvre. Sur ces
catégories, nous positionnons les causes possibles
appartenant à celles-ci. Cela permet de les regrouper
quand cela est possible. J’arrive ainsi à obtenir un
consensus dans le groupe de travail. C'est-à-dire que
les membres du groupe associent très facilement une
cause à une catégorie. Je la pratique quasiment
en permanence quand je peux réunir un groupe de
travail, elle me permet de représenter sur un
schéma l’analyse des causes et cela me facilite la
réalisation du rapport écrit pour communiquer.
Illustration 2 : Ishikawa de recherche de cause de
dysfonctionnement sur la préparation de chantiers
d’intervention de la division service client
-Vote pondéré :
Le vote
pondéré est un outil qui me permet de faciliter
le choix entre plusieurs possibilités car je
considère qu’il est important dans le groupe d'obtenir
une décision consensuelle. Après le classement
sur un Ishikawa dans les différentes catégories,
je demande à chaque personne du groupe de choisir au
plus 3 causes qu’il considère à l’origine du
problème et de répartir 10 points sur ces 3
choix. Ensuite je fais le total des points de toutes les
causes notées que je matérialise dans un Pareto
afin de classer et de visualiser des données par ordre
d'importance en fonction de critères définis.
A la suite de ces analyses et de la
détermination des causes ou de la cause
première, je demande au groupe de déterminer des
actions correctives permettant la non récurrence du
problème ainsi que de nommer des pilotes et
délais pour la réalisation des actions.
-PDCA :
Pour le
déploiement des actions définies, le suivi, la
vérification et la généralisation sur des
processus similaire, j’utilise l’outil PDCA (Plan, Do, Check,
Act) de W.E. Deming. Il permet d’avoir une démarche
structurée par étapes successives (au nombre de
quatre) pour obtenir un résultat conforme à
l’objectif défini. La première étape, le
P pour Plan, nous analysons, nous recherchons les causes et
nous planifions une action. La deuxième étape,
le D pour Do, nous mettons en place l’action. La
troisième étape, le C pour Check, nous
vérifions, nous contrôlons l’efficacité de
l’action. Et enfin la quatrième et dernière
étape, le A pour Act, nous démultiplions ou
standardisons la solution dans des processus ou produits
similaires.
Je pratique cet outil pour tous les plans d’actions
afin de suivre l’avancement de chaque action.
J’apprécie sa visualisation en forme de roue qui se
complète au fur et à mesure de l’avancement. Je
trouve cet outil très visuel pour présenter aux
opérateurs en production l’avancement des plans
d’actions de leur secteur.
La mise en place d’indicateurs appropriés que je
détermine avec le groupe durant la résolution du
problème, permet de suivre l’amélioration suite
aux plans d’actions et de valider un objectif chiffré.
Je favorise les plans d’actions manuscrits directement
affichés au plus près de la
problématique.
1.2.2- Méthodes MRP
complexes
Lors de situation plus
complexes à appréhender ou une imposition d’un
client (exemple : le constructeur automobile Ford), je mets en
œuvre des méthodes plus structurées dans la
démarche par étape.
-8D :
Le principe du 8D qui a été
élaboré par le constructeur automobile Ford, est
d’avoir une démarche structurée en 8
étapes et a un double objectif : assurer la
continuité des flux (absence d’arrêt de
production) et trouver en même temps des solutions pour
éradiquer les causes racines du problème.
Les 8 étapes sont :
-je prépare le processus 8D : définir
l’équipe, l’organisation,
-je décris avec l’équipe le
problème en utilisant le QQOQCPC (vu au paragraphe
1.2.1),
-je mets en place des actions immédiates (dites
conservatoires : tris, isolements, contrôles
renforcés, ...) afin de protéger le client dans
l’attente de mise en place des actions définitives et
de continuer à produire,
-j’identifie les vraies causes en utilisant les
méthodes et les outils traditionnels de la
Qualité citées dans le chapitre 1.2.1,
-je détermine avec l’équipe des actions
correctives permanentes et évalue leurs impacts
potentiels,
-je fais mettre en œuvre les actions et je m’assure que
les actions sélectionnées résolvent le
problème au travers de relevés effectués
et d’indicateurs mis en place,
-puis je vérifie s’il existe des machines,
processus, produits similaires; dans un tel cas, je mets en
place des actions préventives pour
démultiplier les solutions,
-enfin je félicite le groupe qui a
travaillé sur la problématique car la
reconnaissance des efforts entrepris est importante dans toute
démarche participative. Cela me permet de pouvoir les
solliciter de nouveau sur d’autres thèmes
d’amélioration.
A chaque étape
du 8D, je complète un rapport, que je diffuse à
l’ensemble du groupe ainsi qu’aux personnes impliquées
dans la problématique.
-Plan d’expérience :
Les plans d’expérience permettent d’organiser au
mieux et avec un minimum d’essais des tests lors d’une
recherche de méthodologies ou de solutions. Elle
quantifie le nombre d’essai et ainsi optimise ceux-ci, on
connait l’influence de chaque paramètre et leur
interaction.
Je l’ai utilisé pour déterminer la
meilleure méthode de serrage pour l’essai de tenue en
pression des filtres à huile, test effectué en
auto-contrôle par les opérateurs. Celle-ci
était influencée par plusieurs
paramètres.
Le plan d’expérience est une méthode que
je n’ai pas pratiquée souvent, elle est difficile
à mettre en œuvre et pas très adaptée
pour la résolution des non-conformités au
quotidien.
1.2.3- Méthode
participative
-CEDAC :
Dans la société actuelle,
j’utilise le CEDAC pour faire participer les opérateurs
des ateliers de chaudronnerie à la résolution de
problématique de polissage.
Le principe repose sur un tableau d’affichage avec un
diagramme causes-effets un peu particulier sur lequel tout un
chacun est invité à ajouter des cartes (une
couleur pour une cause et une autre couleur pour une
solution). Je recueille ainsi les observations (Causes) et les
suggestions (Solutions possibles) dans l’atelier en charge de
la résolution d'un problème
pré-identifié (Effet) du diagramme
causes-effets. Le CEDAC est considéré comme un
Brainstorming permanent au poste de travail, utilisé en
résolution de problèmes ou recueil de
suggestions.
Toutes ces méthodes, je les ai apprisses en
formation continue et ensuite je les ai mises en
pratique sur le terrain.
1.3- Analyser les
retours clients ou réclamations et mettre en place
les actions conservatoires
Lors de réclamation client ou retour client,
j’utilise la méthodologie 8D dans le secteur automobile
et la logique de résolution de problème dans le
secteur agro-alimentaire et pharmaceutique pour lequel
j’adapte la méthodes suivant la complexité de la
réclamation. Je formalise ces analyses dans un rapport
qu’il soit de type 8D ou autres (note interne, plan
d’actions). Je communique ce rapport au client et en interne
dans l’entreprise. La priorité est soit la mise en
place d’actions conservatoires pour les procédés
de production en série ou une intervention chez le
client pour les produits unitaires.
1.4- Animer le
traitement du produit non-conforme
Après les analyses et la détermination
des actions correctives, pour toutes les
non-conformités ouvertes, je fais une
vérification hebdomadaire de l’état d’avancement
(en cours ou soldée) de chaque action. Je
vérifie la mise en place des actions et je relance si
nécessaire les pilotes en cas de retard ou de non
efficacité du résultat par l’élaboration
de nouvelles actions.
Je diffuse au comité de direction les
indicateurs de suivi des non-conformités.
Un responsable ou
ingénieur Qualité doit connaître et
savoir utiliser les outils de résolution de
problèmes. Il doit savoir associer la bonne
méthode par rapport à la
problématique, analyser une situation et animer
un groupe de travail pour mener à bien la
résolution du problème. Il faut aussi
qu’il sache vérifier par la mesure
l’efficacité des actions mises en place.
Il doit savoir communiquer dans l’entreprise et en
externe vers les clients et les fournisseurs au travers
de rapport d’analyse suite à la mise en œuvre de
méthodes de résolution de problème.
Il doit faire intégrer la culture
méthodologique de la résolution de
problème auprès de l’ensemble de
l’organisation de l’entreprise.
 où IT est l’intervalle de
tolérance et σ est l’écart type de
l’échantillon.
où IT est l’intervalle de
tolérance et σ est l’écart type de
l’échantillon.  où X ̿ est la moyenne des moyennes, LI
est la limite inférieure et LS la limite
supérieure.
où X ̿ est la moyenne des moyennes, LI
est la limite inférieure et LS la limite
supérieure.